国家标准-回转容积泵技术要求GB/T19840-2005
Rotary positive displacement pumps-Technical requirements (ISO14847:1999,MOD) 2005-07-11发布2006-01-01实施
前言
本标准修改采用ISO14847:1999《回转容积泵技术要求)(英文版)。
本标准是回转容积泵的通用技术要求。在GB/T10887-1989《三螺杆泵技术条件》和
JB/T6434-1992《输油齿轮泵》修订之前,当它们与本标准在技术要求上发生相互抵触时,应按本标准
的规定执行。
本标准根据ISO14847:1999重新起草。为了方便比较,在资料性附录A中列出了本标准章条编
号与ISO14847:1999章条编号的对照一览表。
考虑到我国国情,本标准在采用国际标准时进行了修改。这些技术差异用垂直线标识在它们所涉
及的条款的页边空白处。在资料性附录B中给出了技术差异及其原因的一览表以供参考。
为了便于使用,本标准还做了下列编辑性修改:
a)“本国际标准”一词改为“本标准”;
b)删除“ISO前言”和“CEN前言”;
c)本标准中的压力单位用的是“MPa",原文是“bar",1bar=0.1MPa。
本标准的附录A、附录B、附录C和附录D均为资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国泵标准化技术委员会归口。
本标准起草单位:沈阳水泵研究所。
本标准主要起草人:杨丽华、胡惫昌、牟介刚、江腊涛、徐砚、石红。
ISO引言
本标准规定了回转容积泵和回转容积泵机组除安全和试验外的所有技术要求。容积泵和泵机组的
安全和试验要求由下列欧洲标准加以规定:
EN809液体泵和泵机组一般安全要求
PrEN12162液体泵水压试验方法
EN容积泵和泵机组验收试验规范[W10197018]
EN12639液体泵和泵机组噪声试验规范2级和3级精度
1 范围
本标准规定了回转容积泵和回转容积泵机组除安全和试验外的技术要求。
本标准不适用于液压传动应用的回转容积泵。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后的修
改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否
可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T1095平键键槽的剖面尺寸
GB/T1096普通型平键
GB/T1098半圆键键槽的剖面尺寸
GB/T1099.1普通型半圆键
GB/T1144矩形花键尺寸、公差和检验(GB/T1144-2001,neqISO14:1982)
GB/T1563楔键键槽的剖面尺寸
GB/T1564普通型楔键
GB/T1565钩头型楔键
GB/T1566薄型平键键槽的剖面尺寸
GB/T1567薄型平键
GB/T1570圆锥形轴伸
GB/T1974切向键及其键槽
GB/T3098.1紧固件机械性能
螺栓、螺钉和螺柱(GB/T3098.1-2000,idtISO898-1;1999)
GB/T3098.2紧固件机械性能螺母粗牙螺母(GB/T3098.2-2000,idt ISO898-2:1992)
GB/T3478.1~3478.9圆柱直齿渐开线花键(GB/T3478.1-1995,egv ISO4156;1981,其余
neq ISO4156:1981)
GB/T3852联轴器轴孔和联结型式尺寸(GB/T3852-1997,neqISO/R775:1969)
GB/T5106圆柱直齿渐开线花键量规
GB/T7306.1~7306.2550密封的管螺纹(GB/T7306.1^,7306.2-2000,egvISO7-1:1994)
GB/T730755“非密封的管螺纹(GB/T7307-2001,eqv ISO228-1:1994)
GB/T9112~GB/T9124钢制管法兰
GB/T10919矩形花键量规(GB/T10919-1989,neq ISO14;1982)
GB/T12241安全阀一般要求(GB/T12241-2005,ISO4126-1:1991,MOD)
GB/T15530.1~15530.8铜合金及复合法兰
GB/T16922薄型楔键及其键槽(GB/T16922-1997,egvISO2492:1974)
GB/T17241.1一17241.7铸铁管法兰(GB/T17241.1~17241.7-1998,neq ISO7005-2:1988)
JB/T7902线型像质计
JB/T9216控制渗透探伤材料质量的方法(JB/T9216-1999,egv ISO3453:1984)
ISO10375无损检测超声波探伤探测仪和声场特性
prEN ISO9934-1无损检验磁粉探伤一般规则(ISO/DIS9934-1:1996)
EN287-1焊工资格认可测试第1部分:钢
EN287-2焊工资格认可测试第2部分:铝
EN288-1金属材料焊接工艺程序认可第1部分:总则
EN288-2金属材料焊接工艺程序认可第2部分:电弧焊
EN288-3金属材料焊接工艺程序认可第3部分:钢电弧焊
EN809液体泵和泵机组一般安全要求
prEN1956无损检验渗透检验和磁粉检验一观察条件
prEN12162液体泵水压试验方法
prEN12723液体泵泵和泵机组一般术语、定义、量、符号和单位
3 术语和定义
prEN12723确立的及下列术语和定义适用于本标准。
3.1
回转容积泵rotary positive displacement pump
依靠一个或多个泵工作元件的旋转运动将封闭在各个有限容积内的液体从人口送至出口的一种
机械。
注:根据EN809,泵的界限由它的人口和出口管嘴〔短管]以及通常还由不带联轴器的轴端加以限定。
3.2
回转容积泵机组rotary positive displacement pump unit
回转容积泵及其驱动机加上必要的传动装置和结构支承件的一种组合,以人口和出口管嘴连接处
及驱动机的能源供人处为界定端。
4 需要确认、商定和提供文件证明的信息和要求
4.1 买方信息
买方应向供方提供为选择合适的泵或泵机组所必需的各种信息。为便于进行,可以使用如附录C
所示的数据表。泵或泵机组的选择应考虑所有收到的关于性能需求、环境和预定工作条件等方面的信
息和相关信息。任何选择泵所需的尚缺的信息应由供方向买方索要。
买方的信息应包括任选技术要求和需要根据本标准进行专门协议的项目,以及如适用的话,还有与
本标准不一致的要求。4.2和4.3列出了本标准中涉及任选要求和专门协议的各个条目。
4.2 任选要求
如果买方希望包括本标准所给出的任何任选要求,则应在询价时规定这些要求和提供文件证明,并
在订货时进一步加以确认。参见条目:
6.5.2恒定油位油杯;
6.7.1法兰或螺纹连接的管接头;
6.7.1螺柱联接法兰加工面;
6.7.1可供选择的法兰标准;
6.7.1可选择的管螺纹标准;
6.9.2可选择的辅助孔口的管接头标准。
4.3 需要商定的项目
需由买方和供方商定的项目应在发出订单时全部用文件加以确认。参见条目:
7.4底座;
7.4.1设有排液边缘的底座;
7.4.1专用的底座找正调平装置;
7.6.2.2加热/冷却系统;
13.6安装/使用说明书。
5 适用性
泵和泵零部件的设计和选择应适合买方根据第4章提供的液体、环境和工作条件。
6 泵的设计
6.1 环境条件
回转容积泵和泵机组应设计成可在下列常规条件下工作:
—最低气温20C;
—最高气温400C;
—最大相对湿度80%.
如果在询价时买方已经规定了如下面所列举的异常环境条件或工作条件,则泵应设计成可满足这
些要求:
—环境温度或湿度与上述常规值不一致;
—直接暴露在阳光下;
—含悬浮固体颗粒的大气污染;
—生物袭击;
—直接雨淋;
—使用热水、蒸汽或化学液清洗;
—有外部冲击或振动;
—通风不良;
—水淹;
—长的停机期。
6.2 基本设计原则
泵应设计成在买方根据第4章提供的任何参数组合的条件下既可连续地又可间歇地工作。
设计时应考虑安装、装配和维护泵/泵机组时便于搬运或装卸零件和组装件。如有必要,应设有起
顶螺栓、取卸螺钉、定位销、插头和吊耳等。
各项设计还应符合EN809的安全要求。
6.3 结构件和承压零件的设计
泵和泵机组各个构件的设计应适合规定的工作条件和环境。
6.4 密封系统
所有伸出在密封机体外的轴均应配以适当的密封。应当根据密封制造厂家对使用条件的建议来选
择和安装密封。
6.5 轴承润滑
6.5.1如果滑脂润滑轴承在其使用期限内需要重新加注滑脂,应提供适当的滑脂注入工具。
6.5.2非流程液体润滑的油润滑轴承应配有带可视油位指示器的储油器,并且应是只需拆下油塞或呼
吸阀即可进行注油和放油。
注:只要工作油位是清楚地标明在轴承箱上的,也可以使用恒定油位油杯。
6.6 轴
6.6.1使用矩形或方形平键的轴应依照GB/T1095~GB/T1096或GB/T1566和GB/T1567制造。
6.6.2使用楔键的轴应依照GB/T1563~GB/T1565或GB/T16922制造。
6.6.3具有配联轴器的圆柱形或圆锥形轴伸的轴应依照GB/T3852和GB/T1570制造。
6.6.4使用切向键的轴应依照GB/T1974制造。
6.6.5使用半圆键的轴应依照GB/T1098和GB/T1099.1制造。
6.6.6花键轴应符合GB/T1144和GB/T10919或GB/T3478.1-GB/T3478.9和GB/T5106,
6.7 流程入口和出口管接头
6.7.1人口和出口管接头应采用法兰或螺纹连接并按外形尺寸图或供方资料中所规定的方式进行
配置。
注1:如果进行例行维护时不须移动有关的管路,则管接头法兰可以采用螺柱联接。
管接头的型式、尺寸和额定值应按GB/T9112-GB/T9124,GB/T17241.1-17241.7和GB/T
15530.1-15530.8的规定,并在供方的说明书中予以足够详细的说明,包括任何特殊的表面加工要求。
注2:如买方和供方同意,也可以供给采用其他标准规范的管接头。
螺纹连接管接头的螺纹牙型应符合GB/T7306.1~7306.2或GB/T7307,
注3:如买方和供方同意也可以供给采用其他螺纹牙型的管接头。
6.7.2人口和出口管接头的设计压力应等于或大于相应接头的最大容许工作压力。
6.7.3除非是预定在泵工作过程中需要向大气中放气的,否则所有不接管路的辅助放液螺孔均应配上
管堵。管堵的材料至少应与构件材料相当。
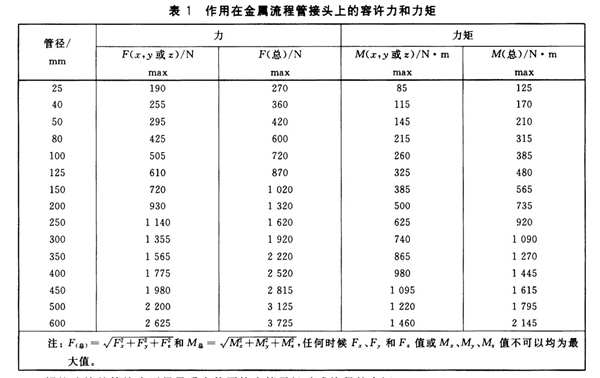
6.7.4作用在流程管接头上的力和力矩
金属流程管接头应能承受同时作用在它上面的大小如表1所列的力和力矩。
螺纹连接的管接头不得承受会使泵体内管子松动或旋紧的力矩。
6.8 放液和放气
应当提供泵的放气和放液的方法并在使用说明书中加以说明。
6.9 辅助管路的管接头
6.9.1使用说明书中应清楚地标明所有各个辅助管路的管接头。
6.9.2所有辅助孔口接头应符合GB/T9112~GB/T9124,GB/T17241.1--x17241.7,
GB/T15530.1一15530.8和GB/T7306.1~7306.2或GB/T7307
GB/T19840-2005
注:如买方和供方同意,也可以供给采用其他标准规范的管接头。
6.10 螺纹紧固件
承压零件的螺纹紧固件应符合GB/T3098.1和GB/T3098.2a
如果使用的配对零件,如螺柱和螺母,其材料具有塑变倾向,则在装配前应使用防止过热卡死的适
当润滑剂对其进行润滑。
7 辅助设备
7.1 总则
供方应清楚地说明泵或泵机组工作所需要的设备,包括任何须由买方配备的辅助设备。同时还应
标明设备的分界点、连接的接头等。
应当清楚地标识由供方提供的设备。如果是随泵或泵机组一起组装的,则适用的一般设计要求同
样也适用于整个组装件。
7.2 驱动机
额定转速下驱动系统的功率至少应比买方根据第4章提供的工作条件下的泵输入轴功率需求高
5%以上。驱动系统容量的选择应有一定的裕度,例如应考虑低温下起动,在勃度和差压同时为最大的
条件下工作,以及必要的话,还有减压阀过压工作情况。当供货范围内包括驱动系统时,供泵方应正确
选择驱动系统。
7.3 联轴器
7.3.1总则
当泵是由单独安装的驱动机驱动时,应采用弹性联轴器来连接两轴。
7.3.2额定值
应当根据联轴器制造厂家的建议并应用根据买方(按4.1)提供的额定条件计算得出的功率来选择
联轴器的型式及其额定值。
7.3.3联轴器的选择
联轴器应根据环境条件(见6.1)来进行选择。
7.3.4圆柱形轴的联轴器
当联轴器是用压配合装到圆柱形轴上时,供方应提供有关拆卸和更换联轴器的说明。
过渡配合的联轴器装到轴上时应有可靠的固紧。
7.3.5锥形轴的联轴器
锥形孔联轴器毅应符合GB/T3852。供方应保证安装联轴器时锥体的大端能达到最好的接触。
此外还应当用一个能可靠固紧的锁紧装置将联轴器卡紧在适当的位置上。
7.3.6键
如联轴器装有键,它们应符合GB/T1095和GB/T1096,GB/T1563-GB/T1565或GB/T1098
和GB/T1099.1。
7.4 底座
7.4.1底座或机架应有足够的刚性以避免运输过程中产生永久变形,必要时得采取临时措施,并且在
泵工作时还应保持平正。如果需要有排液边缘或专门的找正调平装置,应由买方和供方进行商定。
7.4.2底座应有若干个锚式固定点。
7.5 防护装置
应当按照EN809提供保护装置。
7.6 加热和冷却
7.6.1加热/冷却通路的设计
所有的加热和冷却通路均应设计成可在买方根据第4章规定的条件下工作。
7.6.2加热/冷却的管接头
7.6.2.1如要求将加热和/或冷却设在泵内进行,供方应提供通至加热室和冷却室的加工好的辅助管
接头。
7.6.2.2关于需要供给的其他设备的规格以及管路/隔离/泄放/调节的各种阀、仪表、工作条件监控设
备等须经协议确定。
7.7 减压装盟
注:使用容积泵的系统均应安装减压装置。
7.7.1如果减压阀装在泵内,它应符合GB/T12241的要求。减压阀应能通过安装的泵所产生的最大
流量。
7.7.2减压阀的最大过压,对设定表压大于2MPa的,不得超过该压力的25%;设定表压在2MPa以
下的,不得超过0.5MPa。
8 噪声
对噪声辐射的要求应符合EN809,
9 安装和维护
9.1 泵/泵机组的设计和组成应是使安装、例行维护、检查和诸如密封、轴套和垫片等易损零件的更换
可以在拆卸量最少的情况下进行。
9.2 随泵/泵机组提供的文件资料应按EN809执行。
9.3 除非因技术上不适用或其他相关原因,否则设计上应是使用标准工具即可进行安装、使用和维护。
如果需要使用专用工具,供方必须予以清楚说明。
9.4 为易于进行拆卸和装配,必要时应设置起顶螺钉、吊耳或环首螺栓孔和定位销。设有起顶螺钉时,
如果任何由于起顶螺钉引起的可能表面损坏会危及密封或接合面的功能时,固定的一面应有局部脱开
(局部凹下)。
10 材料、焊接和修补
10.1 材料的选择
材料的选择应针对它们的物理性能和化学成分能满足4.1和6.1的要求。
10.2 制造
10.2.1铸件
铸件应无明显的缺陷,例如缩孔、气孔、裂缝、飞边、结疤和其他类似的有害缺陷。铸件表面应使用
喷砂、喷丸、酸洗或任何其他标准方法进行清理。所有的模型毛刺、浇口和冒口残留均应加以切除、锉平
或磨平。
10.2.2焊接组合件
10.2.2.1所有流程管路和承压零件的焊接均应按照EN287-1,EN287-2,EN288-1,EN288-2和
EN288-3,采用规定的程序并由资格适当的人员进行操作。
10.2.2.2铸件不得进行焊接。
10.2.2.3焊接在承压零件上的人口和出口管嘴的焊缝应是全焊透的。
10.2.2.4焊接在碳钢或合金钢承压零件上的管子管嘴应具有与泵承压零件相同的标称材料成分或者
应是低碳奥氏体不锈钢材料。
10.2.2.5工作压力为75%许用设计应力或更高的焊接好的承压零件,应进行消除应力处理。
10.3 修补
零件如果存在下列情况之一,即不得进行修补:
GB/T19840-2005
—缺陷深度超过设计壁厚的20%;
—缺陷长度超过该方向上零件尺寸的20%;
—受影响的总表面积超过零件表面积的10%;
—更换材料超过零件原重量的1000;
—承压零件是锻制的。
应在缺陷处进行开凿,去除疵料,并按JB/T9216用着色渗透液或按prENl956和prEN9934-1用
磁粉进行检查以保证所有有缺陷的材料在修补之前已被全部去除。
承压的铸件不得用锤击或熔焊进行修补。
注:无损于承压能力的狭窄表面缺陷可以用喷镀方法进行修补。
10.3.1只有是用易焊材料制的零件方可进行补焊,并且应当由资格适当的操作人员用适当的方法进
行修补(见10.2.2.1)。
10.3.2只有当修补具有与母体材料相同或更佳的物理和化学性能并能保证承压零件可永久密封时才
可实行修补。
10.3.3为证实修补坚实可靠,承压零件应按prEN12162进行压力试验。其他零件也应当用无损检验
方法时行检查以证实修补是无疵的。这些方法包括:
—着色渗透检查,按JB/T9216;
—磁粉探伤,按prENl956和prENISO9934-1;
—超声波探伤,按ISO10375;
—X射线照相检查,按JB/T79020
11 表面保护
当使用的材料不耐腐蚀时,所有露在外部的不加工表面均应采用适合6.1所述的环境条件的供方
标准的涂漆方法加以保护。
注:当买方根据4.1提供的信息指出环境条件是特殊时,应对不耐腐蚀的材料进行适当的处理和涂漆或用其他防
止所述侵害的方法加以保护。
12 铭牌和标志
铭牌和标志应符合EN809 的要求。
13 发运准备
13.1防腐蚀措施
泵在发运之前应作适当的内部和外部防腐蚀处理。如有必要,还应在起动说明中述及去掉保护层
需采取的做法,并将必要的警告牢固地贴附在泵上。此外,供方还应提供在现场如何保持防腐蚀措施有
效性的有关资料。
13.2 旋转零部件的固定
为避免运输过程中因振动而使轴承损坏,旋转零部件应根据以下情况加以适当的固定:
—运输方式;
—运输距离;
—转子质量;
—轴承类型。
在这样的情况下应将警告标签牢固地附在泵上。
13.3 孔口
为防止装运、贮存和安装过程中外来异物进人泵中,在发运之前应将所有的孔、口装上适当的盖封。
13.4 管子和附件
应当采取预防措施保证小的管子和附件在运输和贮存过程中免遭损坏。
13.5 标识
所有随泵散装供应的零件均应有清楚和耐久的标识。
13.6 安装/使用说明书
供方的安装/使用说明书应妥善包装,连同与买方商定的其他文件资料一起随泵/泵机组发送。